

Otomatik Gövde Beyaz Kaynak Armatürü
Kaynak fikstürlerinin kaynak proseslerinde kullanılması otomobil imalat sanayinde ana üretim prosesidir. Otomatik gövde beyaz kaynak fikstürünün uygulanması kaynak işlemlerinin verimliliği, hassasiyeti ve kalitesi ile doğrudan ilgilidir. Çin'deki birçok otomobil üreticisinde kaynak fikstürleri genellikle bir veya daha fazla özel kaynak işlemi için donatılmış özel fikstürler kullanır. Küçük partilerin mevcut gelişme eğilimi ve otomobil üretiminin kişiselleştirilmesi ile bu tür takımlar yaygın olarak kullanılmaktadır ve tasarım ve üretim döngüsü kısadır, bu da ülkemin otomobil imalat endüstrisinin kaynak işlem seviyesini iyileştirir ve yeni geliştirme döngüsünü kısaltır. modeller. Dünyanın gelişmiş ülkelerinde otomobil imalat sanayinde yaygın olarak kullanılan kaynak fikstürleri standardize edilmiş ve seri hale getirilmiş olup, tasarım sırasında ancak makul seçim yapılabilmektedir. Kaynak klipsleri kullanım değerini tam olarak deneyimlemiştir, otomobil üretiminde, fiili işte kullanım örnekleri, birden fazla çalışma platformu veya çeşitli modüller bağlanmak ve birleştirmek için kullanılabilir, çalışma alanını çeşitli çalışma koşullarına uyacak şekilde genişletebilir ve daha fazlası Üretim ve kullanım çeşitli araç modellerinden.
Buhar tarafının kaynak fikstüründe kaynak, genel montaj ve boyama, araba karoseri imalatının temel işidir. Kaynakta kaynak fikstürü, araç gövdesinin kaynak kalitesini sağlayan ana faktördür ve kaynak işleminin önemli bir parçasıdır. Şekil, boyut ve hassasiyetin ürün çiziminin teknik gereksinimlerini karşılamasını sağlayabilir. Kaynak fikstürünün gövde kaynak üretim hattını oluşturan "çekirdek" daire olduğu söylenebilir. Gövde kaynağının kalitesini sağlamak için önemli bir faktördür ve tüm otomobilin üretim doğruluğunu ve üretim döngüsünü etkiler. Bu nedenle, otomobil imalat sürecinde oto kaporta kaynak fikstürünün tasarımı özellikle önemlidir.
1. Otomatik gövde beyaz kaynak fikstürünün bileşimi.
Kaynak fikstürü, ürünlerin üretiminde yardımcı bir araçtır. Kaynak torçunu veya iş parçasını hızlı ve doğru bir şekilde konumlandıran ve istenen konuma sabitleyen kılavuz cihazı da içeren, montaj ve kaynak için kullanılan proses ekipmanı için genel bir terimdir. Kaynak fikstürü, metal yapı kaynaklarının vazgeçilmez bir yardımcı cihazıdır ve kaynak işleminin önemli bir parçasıdır. Esas olarak, kaynak işlemi sırasında kaynaklı ürünün şeklinin ve boyutunun ürün çiziminin gereksinimlerini karşılamasını sağlar ve sağlar, kaynakçının çalışmasını kolaylaştırır ve iş verimliliğini artırır. rol. Kağıt Formatı, Gövde. Kaynak fikstürünün bileşenleri esas olarak kendi kendine yapılan parçaları, standart parçaları ve satın alınan parçaları içerir. Kendi kendine yapılan parçalar esas olarak destek bloklarını, sıkıştırma bloklarını, desen plakalarını vb. içerir; standart parçalar esas olarak pimleri, açılı yuvaları, referans bloklarını, ayar contalarını vb. içerir; Satın alınan parçalar esas olarak silindirleri ve çeşitli şaft manşonlarını içerir, en çok çekirdek, En yaygın yapısal parçalar arasında destek blokları, sıkıştırma blokları, şablonlar, köşe koltukları, ayarlama contaları vb. bulunur. Bu nedenle, kaynak fikstürünü tasarlamadan önce, tam olarak anlamak gerekir. araba gövdesinin kaynak işlemi ve kaynak fikstürünün yapısal özellikleri ve katı modellemenin, standart parçaların çağrılmasının ve satın alınan parçaların seçiminin makul bir şekilde gerçekleştirilmesi.

2. Otomatik gövde beyaz kaynak fikstürü için tasarım gereksinimleri.
2.1 Gövde kaynak fikstürleri için temel gereksinimler.
(1) Damgalama parçaları monte edildikten ve kaynaklandıktan sonra değiştirilebilir olması gereken gövde parçaları ve düzenekler için, gövdenin eşleşen parçaları kullanılmalıdır, özellikle deliklerin şekli ve boyutu teknik gereksinimleri karşılar.
(2) Montaj, konumlandırma ve sıkıştırma hızlı ve doğru bir şekilde gerçekleştirilebilir. Kaynak yapılacak parçaların kullanımı kolay olmalıdır. Sıkıştırma mekanizması serbest bırakıldıktan sonra kaynak, fikstürden kolayca çıkarılabilir ve güvenli ve güvenilirdir.
(3) Armatür tasarlanırken, gövdenin montaj ve kaynak kalitesinin iyileştirilmesi için armatür üzerindeki bazı parçaların iletim ve yalıtım sorunlarına dikkat edilmesi gerekir.
(4) Gövdenin karmaşık yapısı nedeniyle, aşınma parçalarının değiştirilmesini kolaylaştırmak ve orijinal tasarım doğruluğunu geri yüklemek için konumlandırma parçalarının ve sıkıştırma parçalarının tasarımı, işleme teknolojisini ve parçaların genelleştirilmesini ve standardizasyonunu tamamen dikkate almalıdır.
(5) Gövde düzeneğinin montajı ve kaynak aparatı nispeten karmaşık ve ağırdır ve imalat ve kullanım sırasında ayarlama ve düzeltme için numune tutucunun ayarlanması sıklıkla gereklidir.
2.2 Kaynak konumlandırma verisinin seçimi.
İş parçasını sıkıştırırken iş parçasının fikstürde doğru konumu almasını sağlamak için kullanılan referansa konumlandırma referansı denir. Konumlandırma referansının doğru seçilmesi iş parçasının montaj doğruluğunu doğrudan etkileyecektir.
2.3 Konumlandırma yöntemi ve konumlandırma bileşenleri.
Gövde kaynak fikstürünün ana amacı damgalama kısmıdır. Karmaşık şekli ve kolay deformasyonu nedeniyle kavisli yüzey şekli, kavisli yüzey üzerindeki şekillendirilmiş platform, iş parçasının çekilmesi ve bükülmesiyle oluşturulan adımlar ve kesilmiş pencerelerin ve dış kenarların, montaj deliklerinin ve işlem deliklerinin konumlandırılması.
Damgalama parçalarının karmaşık şekli nedeniyle, konumlandırma bileşenlerinin özel şeklini belirleyen sıkıştırma işlemi sırasında konumlandırma bileşenleriyle doğrudan temas ederler. Yaygın olarak kullanılan konumlandırma bileşenleri aşağıdaki gibidir:
(1) Yerleştirme pimleri: Yerleştirme pimleri ile yer tespiti, otomatik gövde beyaz kaynak fikstüründe yaygın olarak kullanılan bir konumlandırma yöntemidir. Kabin alt plakasının takviye kirişi kalınlaştırılmıştır ve sağlam bir montaj olarak kabul edilebilecek iyi bir sağlamlığa sahiptir. Taban plakasındaki askı delikleri iki adet silindirik pim ile konumlandırılabilmektedir.
(2) Konumlandırma bloğu: Kabinin kapı açıklığı ile ön ve arka camların tümü, konumlandırma gövdesi üzerindeki konumlandırma bloğu tarafından konumlandırılır. Konumlandırma bloğu ve gövde ayrı ayrı tasarlanarak genel profil oluşturma işleminden kaçınılır ve konumlandırma bileşenlerinin üretimi ve ayarlanması çok daha basit ve kullanışlı hale gelir.
(3) Yarım daire blok: Silindirik iş parçaları genellikle V şekilli bloklarla konumlandırılır, ancak kaynak fikstüründeki konumlandırma elemanlarının aynı anda iletken olması gerektiğinde veya iş parçası tüp duvarının kalınlığı 0,5D'den az olduğunda ( D iş parçasının çapıdır) İş parçasının sıkışmasını ve deformasyonunu önlemek amacıyla konumlandırma için genellikle yarım daire bloklar kullanılır. Yarım daire bloktaki deliğin minimum çapı, iş parçası konumlandırma referans ekseninin maksimum çapı olacaktır.
(4) Kavisli konumlandırma plakası.

2.4 İş sıkma cihazı.
Gövde monte edildiğinde ve kaynak yapıldığında, iş parçasının elastik deformasyonunun ve diğer dış kuvvetlerin etkisinin üstesinden gelmek için iş parçasının bir sıkma makinesi yardımıyla sıkıştırılması gerekir; böylece damgalama parçasının konumlandırma referans düzlemi sağlanır. gövde, konumlanmayan bloğa yakından bağlıdır. Kaynak sırasında iş parçasını önceden belirlenmiş bir konumda tutmak için dış kuvvet uygulayan cihaza kelepçe denir. Birçok kelepçe türü vardır. Çalışma prensibine göre kollar, takozlar, vida çiftleri, eksantrik tekerlekler vb. vardır; dış kuvvetin kaynağına göre manuel, pnömatik, hidrolik vb. vardır. Bu sıkıştırma mekanizmalarının tasarımı genel takım tezgahı fikstürlerine benzer. Tasarımlar referans olarak kullanılabilecek küçük farklılıklarla benzerdir.
2.5 Gövde aksamı kaynak fikstürü.
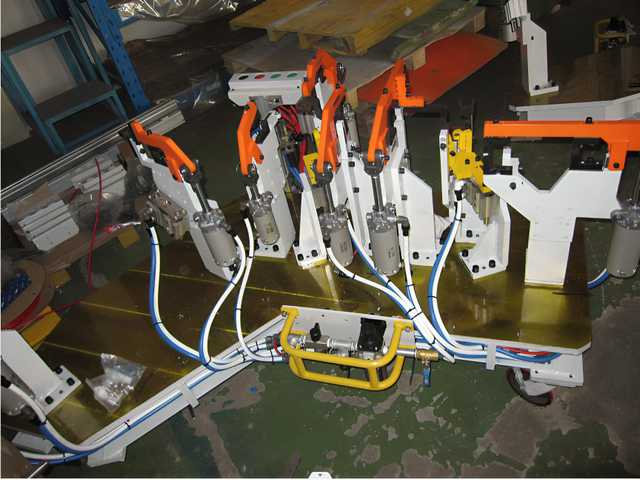
Gövde montajı kaynak mastarları, konumlandırma yöntemlerine göre tek seferlik konumlandırma ve çoklu konumlandırma olarak ikiye ayrılır. Tek seferlik montaj ve konumlandırmaya yönelik genel montaj fikstürü, gövde montajının ana montaj ve kaynak işinin tek bir genel montaj fikstüründe tamamlanması anlamına gelir. Gövdeyi oluşturan parçalar, montajlar ve alt montajlar sırasıyla montaj fikstürüne monte edilir, konumlandırılır ve kelepçelenir ve gövde montajının ana montajı ve kaynak işi tamamlanıncaya kadar fikstürden çıkarılmaz. Bu fikstürün özelliği, konumlandırma ve kelepçelemenin, gövde monte edildiğinde ve kaynak yapıldığında yalnızca bir kez gerçekleştirilmesidir; bu, monte edilen ve kaynak yapılan gövdenin kalitesinin sağlanması kolaydır. Gövde üretim programına göre bir veya birden fazla aynı fikstür kurulabilir. Tek bir fikstür sabit bir alt plaka kullanabilir ve gövde montajı ve kaynak üretim hattında birden fazla fikstür düzenlenebilir ve üretim hattıyla birlikte hareket edebilir. Üretim hattıyla birlikte hareket eden bu tür fikstürlere refakatçi denir. Fikstür. Eşlik eden fikstürün imalatı karmaşıktır ve maliyeti yüksektir. Her kaynak istasyonundaki elektrik ve su ve hava devreleri için hızlı prizler veya konnektörler tasarlanmıştır.



Başarıyla gönderildi
En kısa zamanda sizinle iletişime geçeceğiz